
The DFW technology is the latest advancement in furnace design.
Superior Boiler has a long-standing tradition of being a problem solver in steam-generating solutions. Since its inception in 1917, Superior has moved the package boiler industry forward, first with its firetube boiler designs, then with its patented watertube boiler styles and, more recently, with its DFW patented heat transfer arrangement.
For decades, package boiler technology has remained unchanged, with the majority of advancements focusing on the burner and control components. Superior Boiler listened to the marketplace and, based on what it heard, designed a revolutionary package boiler design concept with its DFW design, announced earlier this year.
From tradition to technology
The combustion chamber/ furnace, which provides an envelope for fire from fuel combustion, is considered the critical component of a boiler. Traditionally, boiler furnaces were lined with firing bricks/refractory, which would require gradual heating and cooling to prevent cracking. These components also added significant weight to the boiler.
Advancements in furnace design were made to incorporate water-cooled tubes with minimal refractory lining. The tubes were arranged inline tangentially to create the combustion chamber walls. Less refractory significantly reduced the boiler startup time and weight.
The tangent tube design also aided with reducing the NOx emission due to greater heat absorption. However, it introduced a new issue of flue gas leaks into the convection section of the boiler due to tube expansion, causing gaps between the tubes after years of operation.
Further improvements were made to the water-cooled furnace design with the use of membrane tubes, the current industry standard for watertube boilers; a metal strip generally 1 inch wide is welded to either side of the tube, which is then joined to the next membrane tube, thus creating a gas-tight water-cooled furnace wall.
The furnace size of the boiler is dependent on the total steam desired, the type of fuel and the emission requirements. Lower emissions typically require generous furnace sizes to promote more heat absorption in the furnace, but also add to the cost of boiler materials and manufacturing.
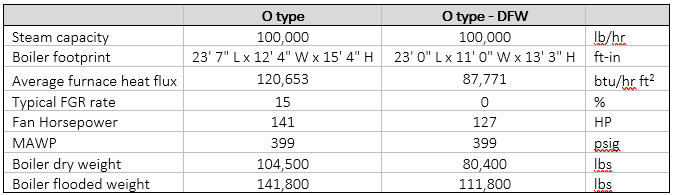
The DFW technology is the latest advancement in furnace design. It was developed to address these challenges, with the added benefit of lowering the boiler’s operational costs. The DFW design incorporates a secondary, water-cooled heating surface in the furnace, resulting in increased heat absorption within the standard furnace volume. Table 1 shows the comparison between a standard boiler design and a boiler with DFW technology.
Table 1: Comparison between standard boiler and DFW technology boiler
The DFW technology can be applied to all Package boiler types, “A” frames, “O” frames, “D” frames, and even Superior Boiler’s “DS” frame design.
DFW technology delivers advantages to end users, including:
Reduced overall size of the boiler: The heating surface area of the boiler is dependent on the heat transfer rate, which changes with the flue gas temperature (i.e., the higher the flue gas temperature, the greater the heat transfer rate). The DFW technology efficiently incorporates the heating surface in the high temperature zone of the furnace, improving the heat absorption in the furnace that results from both convective and radiation heat transfer. This allows more steam generation in a smaller overall boiler footprint.
Lower emissions: The average heat flux in the furnace with DFW technology is much less than the standard membrane furnace. Increased heat absorption in the furnace lowers the thermal NOx generated by the flame, resulting in lower NOx emissions.
Reduced weight: DFW technology reduces overall boiler size, and effectively using the heating surface in the higher temperature zone reduces the overall heating surface area of the boiler for a given steam capacity. These two factors combine to reduce overall boiler weight.
Lower purchase cost: Less heating surface in the boiler and a smaller boiler footprint reduces the material and fabrication costs of the boiler; and, with the potential for a smaller fan size, the overall boiler cost is reduced.
Lower operational costs: With lower emission requirements, the current burner technology uses flue gas recirculation to cool the flame temperature, which increases the fan horsepower. The DFW technology promotes lower average temperature in the furnace. This inherently reduces the flame temperature, resulting in less flue gas recirculation. Required fan horsepower is reduced, which lowers the operating costs over the boiler’s lifecycle.
Overall, the patented DFW design creates significant advantages boiler footprint, weight, and costs. It takes a large step in the improvement of Superior Boiler’s watertube design. “This technology is a real game changer,” said Don Whitman, Superior Boiler’s vice president and general manager – watertube division. “We believe the DFW design, coupled with Superior’s long history of delivering quality boiler equipment, will only enhance the offerings available from our portfolio of products to end customers. We continuously strive to improve our processes, and being granted this patent is a visible reward for our team on this particular objective.”

Sundeep Bodapati is vice president of engineering at Superior Boiler.